We can now also offer the assembly of smaller components. Especially for medium batch sizes, where full automation would not be economical, we can offer manual assembly or semi-automated assembly at our site in Bosnia-Herzegovina. Due to the expansion of the site, there is enough free production space, which is also available in a separate hall if required (for cleanliness requirements, etc.).
Thanks to the construction of another hall comprising over 4,200m², the total production area at the location in Bosnia-Herzegovina has been expanded to 7,000m². This also creates the necessary capacities for the constant growth that we have been experiencing since 2008.
We have been offering cost-optimized production of components since 2008 at our site in Bosnia-Herzegovina as well. Especially for labour-intensive processes (e.g. pre-products, chuck turned parts, mounting of sub-assemblies for medium batch sizes). In doing so, we interlink the manufacture of our products at both locations in a practical manner.
Our customers appreciate the fact that they can rely on their usual contacts at the head office in Obergünzburg, Germany, when it comes to quality, logistics, requests and feasibility tests.
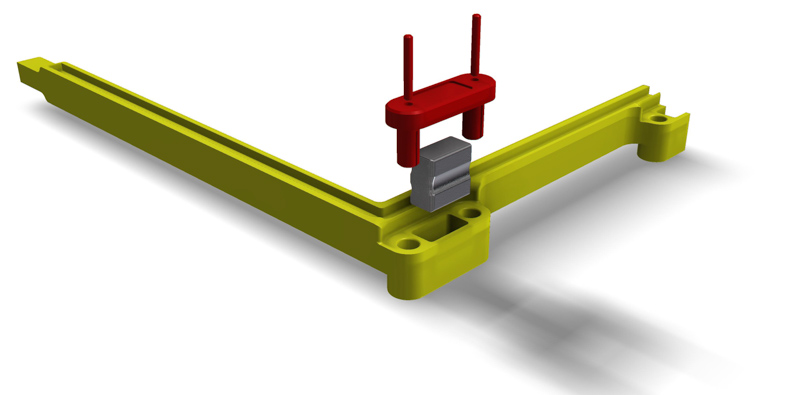
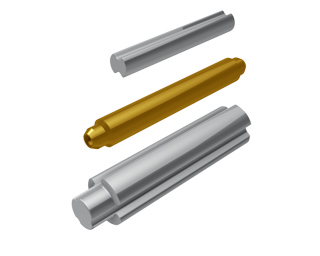
We now also offer the “adiabatic cutting” high-speed cutting process in combination with end machining. Here, rotationally symmetrical sections (round, square, hexagonal) can be machined on the end faces directly after cutting from the material. This means that this previously separate process is no longer necessary and finished components are obtained which already have the required one-sided or two-sided machining. The only requirement is a minimum length of approx. 25mm.
Examples of adiabatic cutting including end machining.
Of course, these components can also be further processed using other methods.
In 2019, Coprotec made a major investment in the field of vibratory grinding.
In the process, we invested in a larger waste-water plant from Walther Trowal to expand our capacities in this department. The waste-water plant is an essential system in our company and a basic requirement for ensuring that the waste water generated from the vibratory grinding process can be discharged into the sewer system in TOP quality (almost drinking water quality). This investment results in several advantages:
Capacity expansion by more than 50% with the necessary reserves
Higher process reliability with accompanying improvement in the cleanliness of our manufactured parts
Reduced environmental impact A long-term permit has been granted by the authorities
We did a technical overhaul of the existing plant and successfully set up in our factory in Bosnia-Herzegovina
In 2018, we succeeded in winning a project with an OEM customer.
The components for a gearbox were actually supposed to be produced using a different manufacturing process, but this had to be dismissed due to strength issues. That is when the customer heard about Coprotec. After some discussions to clarify the feasibility, with our established “adiabatic cutting” processes, we were able to generate an economical alternative manufacturing process for a drawn steel profile with subsequent machining and subsequent heat treatment together with the customer’s development department. This required an adjustment to the component geometry, which was worked out by the technical department at Coprotec together with the customer. Subsequent trials at the customer site with the presented prototypes confirmed the assumptions and thus the feasibility of this process development.
Despite a very tight schedule prior to the start of series production, this took place as planned in September 2019.
Work in the project team with our customer contacts has always been very pleasant and decisions were made quickly, which was a positive surprise given the size of the company. What fills us with pride is that we also made a very positive impression on this customer, which we concluded from the feedback and the customer audits that we passed with flying colours.
In the course of this new project, we also invested a lot in new equipment. This includes a new adiabatic separation plant, a testing plant, and a machining centre for the production of the profile milled parts. We also have a long-standing business relationship with the manufacturer of this machining centre, which we were able to further strengthen in this project, as some joint process development, tool coordination, and constructive development work was necessary.
With this project, we have proven that we can directly supply an OEM…